



1.普通網印機的普通
1)普通網印機一般印頭組件,采用導軌+時規皮帶的模式,動力多采用變頻電機、或者是伺服電機,更有低要求的甚至采用無桿氣缸,在此不作表述。
2)網版多采用鋁框(橫截面為口字框、日字框或者田字框)通過焊接而成,平面度根本無法精準到數字,網版升降多采用曲軸結構,用減速電機通過變頻來完成,或者用伺服電機+滾珠絲桿垂直升降來完成。
3)工作臺也多由不銹鋼板粘接而成,或者是鋁板經過大水磨磨床而成,1m×lm的范圍,平面度多在0.1mm以上。
2.厚膜網印機的優勢
厚膜網印機的三大部分組件會根據影響厚膜的因素做出提升和改變,印頭和網版的平行度要達到0.02mm,網版和工作臺的平行度也要達到0.02mm,所以針對這個硬性要求,恒錦智能裝備對厚膜網印機三大組成部分進行了升級和改造。
1)印頭部分
印頭運行部分采用三條軌道平行鋪設,三條直線導軌互相彌補間隙,運行模式為滾珠絲桿+三導軌式平行推進,動力采用經過特殊調校、特殊處理的伺服電機作為動力,平穩、平行是印頭的重要因素,平行度保證在0.01mm。
2)網版部分
網版部分完全拋棄了傳統的焊接式的網框,采用鑄鋁一體成型式網框,并且經過時效處理,先是精銑平面,然后用大水磨平磨出平面,平面度士0.02mm。網版整體升降采用四柱式伺服升降,具有平穩、快速、易于控制的特點;四柱式每個柱子處,均配有千分表顯示數據,數據可視化,可以看到網版升降,下降時為0對0的顯示,保證了每一次網版和承印物之間的距離是固定不變的。此不變量,直接影響網版下漿料的多與少,從而影響膜厚。
3)工作臺部分
工作臺不再使用傳統的不銹鋼板粘接式,采用鋁板精磨式,硬質氧化,具有平面度高、不易劃傷的特點,平面度為士0.02mm,工作臺四周配備水平調節結構。
綜上三點重要部分的改造和升級,對厚膜網印機的平行度得出了一個量化的指標:印頭和網版的平行度為0.02mm,網版和工作臺的平行度為0.02mm,印頭和網版升降的下降點為0對0。完成以上這樣幾個數據,方能印刷出具有穩定膜厚的產制品。
3.圓柱形的網印機
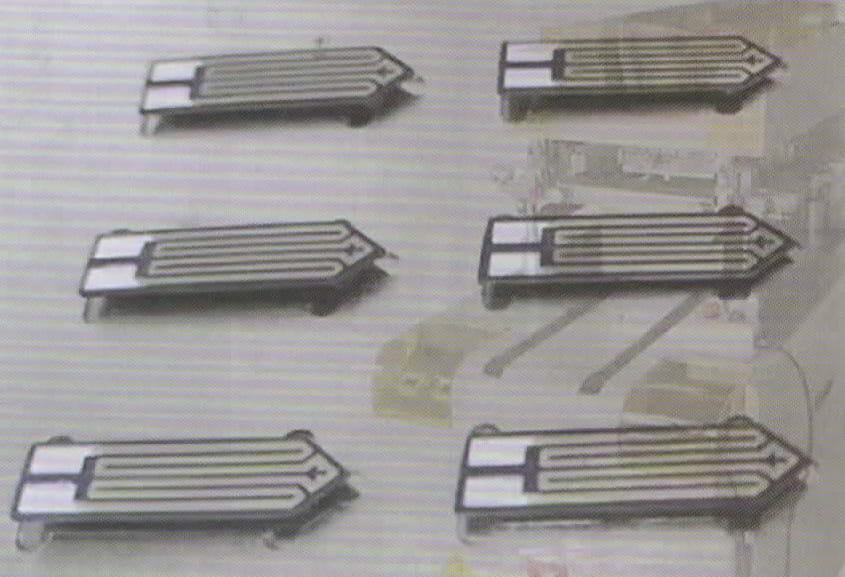
圓柱形產品,比如不銹鋼管、石英管、陶瓷管等發熱型管狀產品的網印,除了上面所說印頭、網版、工作臺三大部分的因素外,工作臺旋轉夾具的設計就尤為重要了。傳統的圓管網印方式為齒輪鋸條結構,即齒輪的外徑和產品的外徑相同,齒輪的齒數是產品周長的整倍數,然后選擇合適的模數,用網版的運動帶動鋸條運行,從而齒條帶動齒輪轉動,齒輪通過夾具帶動產品做同步轉動。
做為智能化網印機的結構組成,這樣的方式明顯不能適應現代厚膜圓管的印刷了。經過不懈的努力和試驗,廣東恒錦智能裝備采用光纖定位的方式,根據各類產品的特點,以及各種管狀的制造工藝,本著降低厚膜制造企業生產成本、壓縮制造工藝的目的,研發出新型的圓柱、圓管的通用型旋轉結構。
2)因為產品制程需要多道印刷才可以完成,其中牽涉到一個對位的問題,不銹鋼管可以通過打缺口的方式來對位(會增加工藝制程);但石英管和陶瓷管就無法完成通過缺口定位,并且缺口的誤差存在,會造成產品的誤差增大。采用光纖定位的方式來解決制程定位的問題,即每次制程的色差來做為定位點,通過此種方式大大縮短了人工放料的時間,并且減少打缺口的生產工藝,從而為厚膜制造企業減少了生產成本。